放散點火系統驗收方式
在調試完畢后,由用戶參與進行驗收,在以上調試成功后,進行實質性運行階段,性能調試和試運行中出現的間題已被完全解決。
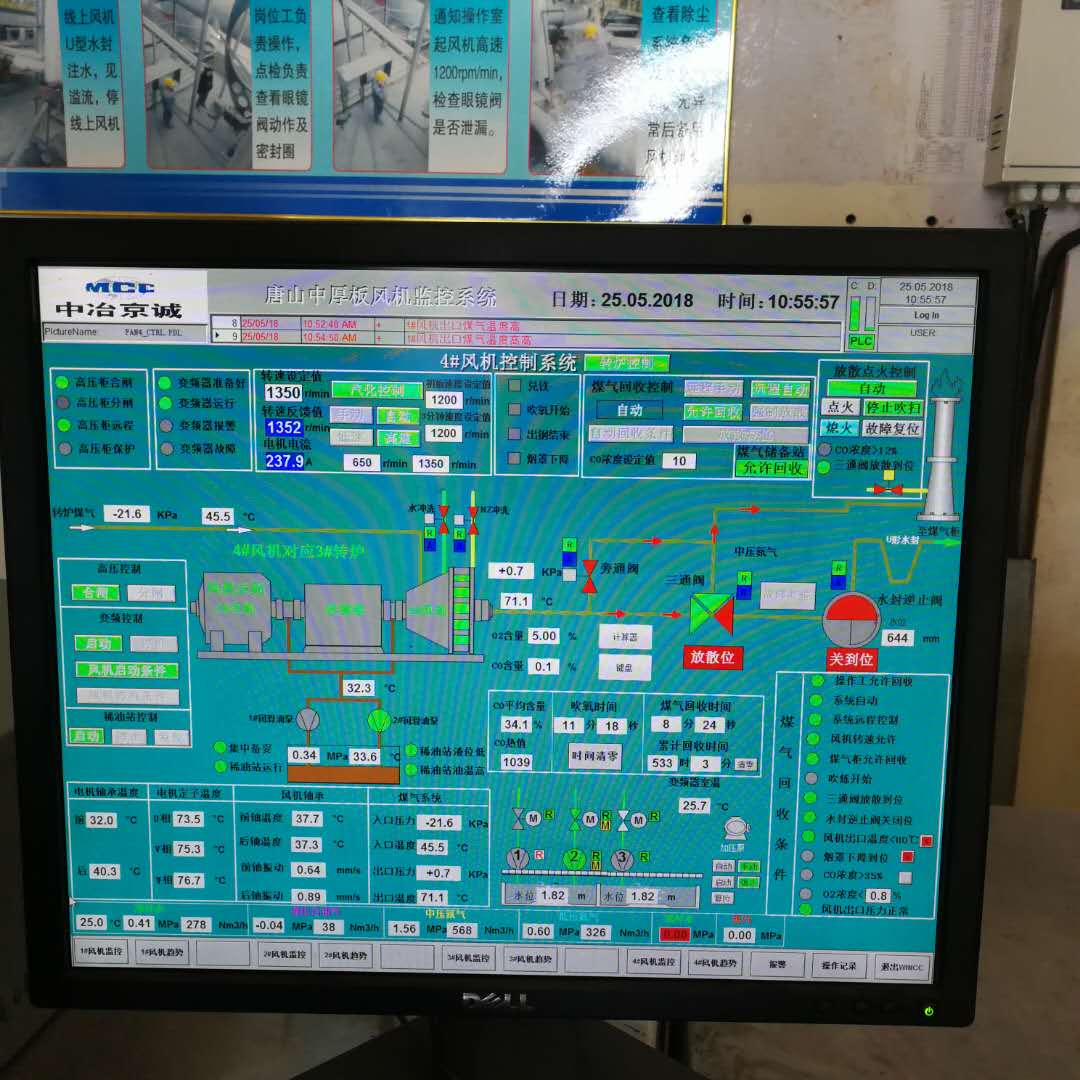
使PLC處于監控狀態,點火處于手動狀態:手動啟動高壓發生器和引燃氣控制閥進行手動點火,手動進行點火(次數可由雙方負責人員合理決定),點火成功率100%,視為合格。
使PLC處于自動監控狀態:點火處于自動狀態,當PLC接收到尾氣排放信號后,指令啟動高壓發生器和引燃氣控制閥,點燃高空點火器引燃放散裝置,火檢把燃燒信號反饋給PLC后,自動關閉高壓發生器,關閉引燃氣。自動點火(次數可由雙方負責人員合理決定)成功率100%,視為合格。
最后檢查各通道的設定參數,使其符合和滿足現場工作需要,使其能夠正常穩定可靠。
驗收合格后雙方簽字,由有關部門出具驗收合格報告。
放散點火裝置的制造主要采用焊接成形工藝、精密鑄造工藝、高溫噴涂工藝,放散點火裝置的縱、環焊縫嚴格按規范和需方的數據表要求進行無損探傷,對外購的耐熱合金不銹鋼板進行化學成分、機械性能等項目的復檢,為了滿足以上制造技術要求,本公司同時具備以下生產裝備能力及檢驗手段:
焊縫:本公司對放散點火裝置的焊縫質量全部按照國家最新版的現行標準執行,同時滿足ISO9001質量手冊要求,采用自動氬弧焊機、埋弧焊機對放散裝置管坯焊縫進行縱向、環形自動氬弧焊、埋弧焊焊接。
焊縫檢驗:本公司在制造方面,有按《壓力容器制造質量保證手冊》建立符合鍋爐壓力容器要求的制造質量保證體系。有在質量保證工程師領導下的工藝、焊接、材料、檢驗、無損檢測、設備、理化、熱處理、計量責任工程師具體負責質量控制和監督工作。
西安嘉華熱工設備有限公司一直堅持“以質量求生存、以管理求效益、以創優求發展”的基本導向,通過長期放散裝置系統及燃燒設備的設計、制造、安裝工作,摸索總結出一套完善的企標準和企業制度,控制了從項目策劃開始,經設計、采辦、生產制造、交付、售后服務等各環節工作,形成了一套規范的設計、采購、制造和服務流程。